
CNC opracování
Opracování řeziva na dřevoobráběcím centru
DEKWOOD s.r.o. nabízí opracování řeziva moderním 5ti-osým počítačem řízeným CNC obráběcím centrem. Obrábět lze sušené i nesušené řezivo, lepené prvky KVH, DUO/TRIO a BSH až do délky 13m.
Možnosti opracování:
kompletní opracování prvků krovů, přesné zkrácení, osedlání, čepování, dlabání, přeplátování, vrtání, a další tesařské spoje.
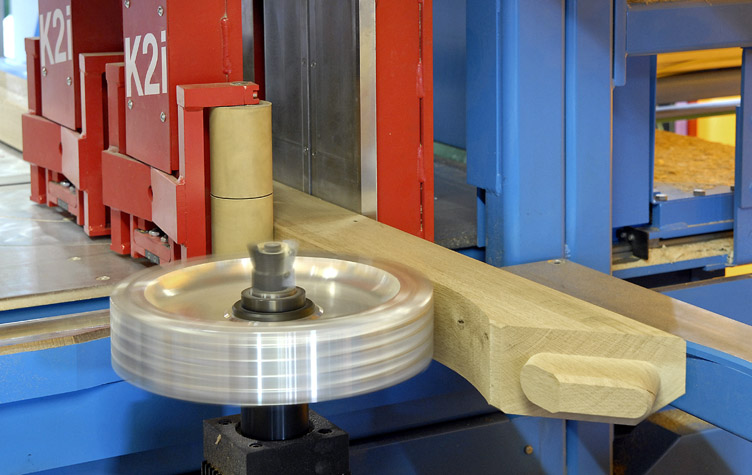
pro pohledové prvky je možnost čtyřstranného hoblování a sražení hran
přesně opracované profily pro roubené stavby.
řešení i pro nestandartní dřevěné konstrukce (kostelní věže apod.)
Mezní rozměry řeziva pro opracování:
| šířka [mm] | výška [mm] | Délka [mm] |
Min | 60 | 40 | 500 |
Max | 300 | 660 | 13000 |
Pro prvky překračující výše uvedené hodnoty je možno využít i druhé obráběcí centrum italské značky Essetre Techno PF.


| šířka (mm) | výška (mm) | délka (mm) |
Min | 20 | 20 |
|
Max | 400 | 800 | 18000 |
Výrobní postup
Technická příprava
Před vlastní výrobou zpracujeme výkresovou dokumentaci pro výrobu a montáž krovu. Výkresy se zhotovují jako prostorové a simulují konstrukci včetně detailů spojení jako je např. osedlání krokví, začepování sloupku do vaznice, předvrtání otvorů pro svorníky, rybiny a pláty u roubených staveb a apod. Pro spojení prvků se používají tradiční klasické tesařské spoje. Samozřejmě je možno navrhnout spoj dle přání zákazníka. To samé platí o ozdobných prvcích jako jsou např. zakončení, která je možno navrhnout v mnoha variantách.
V případě složité konstrukce je možné domluvit zaměření na stavbě. O této alternativě rozhoduje technik.
Výroba
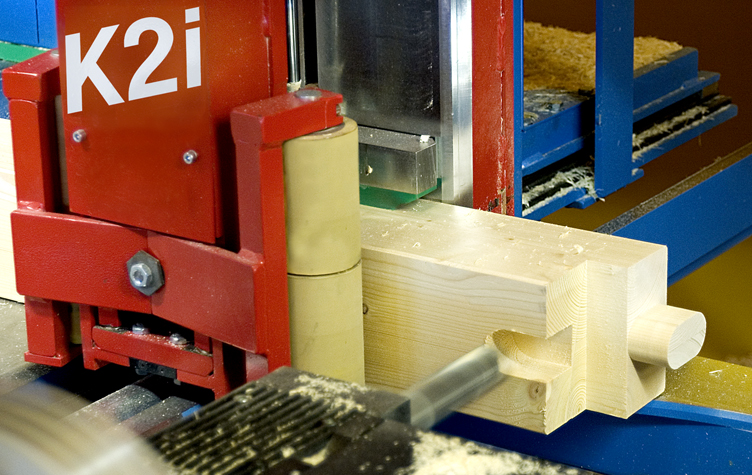
Data z 3D modelu se přenášejí do CNC obráběcího centra, kde se provádí vlastní opracování a označení polohy prvků. Díky počítačovému zpracování modelu a CNC opracování není problém provedení úžlabních a nárožních krokví s přesným osedláním a příčným profilováním. Námětkové krokve pak tvoří s úžlabními a nárožními krokvemi jednu rovinu. Následné zaklopení palubkovým bedněním je pak v těchto problematických místech snadné. Otvory pro spojovací prvky jako jsou vruty, hřeby a svorníky jsou v krokvích již předvrtány z výroby.
Obráběcí centrum umožňuje vyrobit i tesařské spoje, které se dnes již z důvodů náročnosti běžně neprovádí, jako jsou čepy, dlaby, kampy a rybiny a to s rozměrovou tolerancí +/- 5 mm. Bezkonkurenční přesnost opracování a použití těchto spojů umožňuje vytvořit pevnou prostorově svázanou konstrukci krovu. Pro viditelné krovy se prvky čtyřstranně hoblují a sráží se hrany. Také je možné provést okrasné opracování zhlaví krokví a vaznic.
Výrobní odchylky CNC obráběcího centra

Tolerance opracování stroje +/- 2 mm
Délková tolerance opracovaného prvku +/- 3mm
Úhlová tolerance zkracovací pily +/- 0,5°
Upozornění: uvedené vyrobní odchylky obráběcího stroje nezohledňují rozměrové tolerance vstupního materiálu. Výrobní odchylky stroje a tolerance vstupního materiálu se mohou sčítat do výsledné odchylky opracovaného řeziva. Vzdy je nutné schválit rozměrové tolerance opracovaného výrobku.
Montáž na stavbě
K dodané stavebnici obdržíte montážní výkresy, kde je vyznačena poloha očíslovaných prvků. Na podélných prvcích, jako jsou pozednice a vaznice, je označena poloha krokví. Rostlé nesušené řezivo opracované na CNC stroji doporučujeme zabudovat do stavby bezodkladně. V opačném případě lze očekávat, že spoje frézované CNC strojem nebudou vlivem objemových změn řeziva přesně pasovat. Při použití sušeného dřeva, KVH nebo BSH profilů je přípustné prvky zabudovat do 2 týdnů od jeich CNC opracování.
Balení a skladování
Hranoly jsou baleny po ucelených zakázkách v PE ochranných obalech. Ty však neslouží k dlouhodobé ochraně před působením povětrnostních vlivů, proto doporučujeme skladování v prostorech chráněných před deštěm a UV zářením.